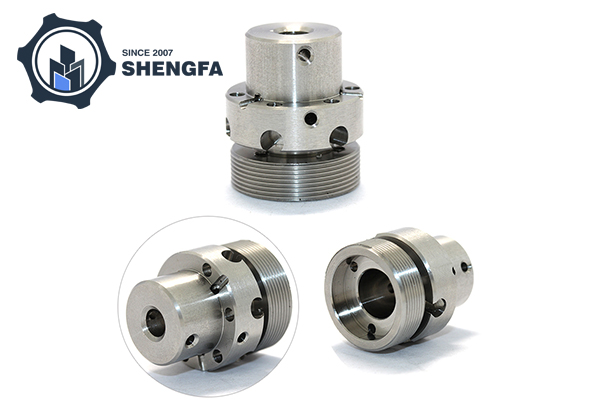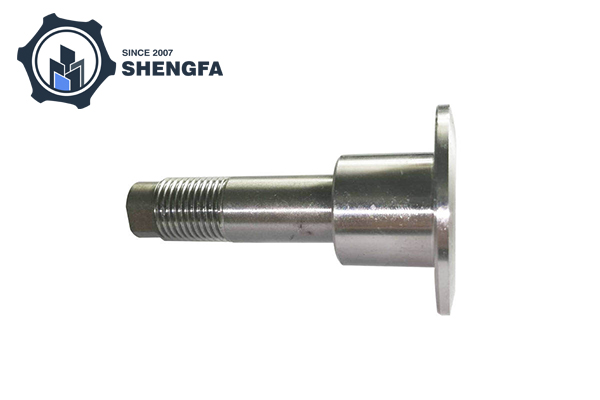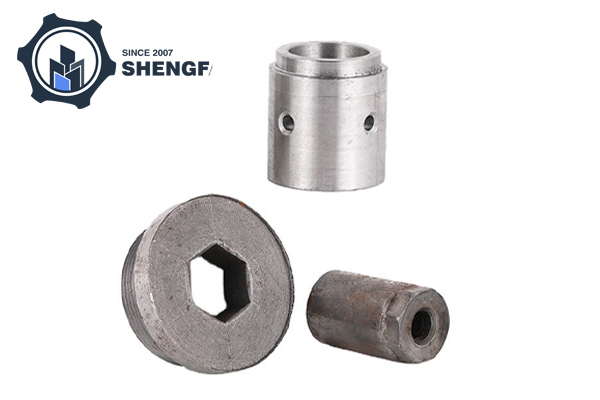
Casting inwestycyjnyproces:
1) Odtłuszczanie i odtłuszczanie modułów
W przypadku stosowania mas formierskich na bazie wosku do wykonywania wzorów osłaniających, w celu poprawy zdolności farby do zwilżania powierzchni modułu, należy usunąć olej znajdujący się na powierzchni modułu.
2) Nałóż farbę i przeszlifuj moduł
Przed nałożeniem farby należy równomiernie wymieszać farbę, aby w jak największym stopniu ograniczyć wytrącanie się materiałów ogniotrwałych w wiadrze z farbą oraz dopasować lepkość lub ciężar właściwy farby tak, aby farba mogła dobrze wypełnić i zwilżyć formę odlewniczą. Podczas wieszania farby należy nałożyć moduł nasiąkający farbą i trzęsący się w górę i w dół, aby farba dobrze zwilżyła formę i równomiernie pokryła powierzchnię modułu. Po nałożeniu farby można ją przeszlifować. Wagaodlewy inwestycyjneto przeważnie dziesiątki dziesiątych części bydła (to znaczy od kilkudziesięciu gramów do kilku kilogramów). Bardziej kłopotliwe jest wytwarzanie ciężkich odlewów metodą odlewania metodą traconego paliwa. Jednakże masa obecnie produkowanych dużych odlewów inwestycyjnych osiągnęła około 800 sztuk bydła.
3) Suszenie i utwardzanie powłoki
Po pokryciu każdej warstwy skorupy należy ją wysuszyć i utwardzić, tak aby spoiwo w powłoce zmieniło się z zolu w galaretę i żel, a materiały ogniotrwałe zostały ze sobą połączone.
4) Roztopić i usunąć formę z muszli
Po całkowitym stwardnieniu skorupy formy moduł należy stopić z skorupy formy. Ponieważ moduł formy jest zwykle wykonany z materiału formierskiego na bazie wosku, proces ten nazywany jest również odparafinowaniem. Według różnych metod ogrzewania, jest ich wiele, częściej stosuje się metodę odparafinowania, metodę gorącej wody i tę samą metodę pary pod ciśnieniem.
5) Pieczona skorupa
Jeśli wymagane jest odlewanie metodą formowania (wypełniania piaskiem), przed wypaleniem należy zakopać uformowaną skorupę w piasku w skrzyni, a następnie załadować ją do pieca w celu wypalenia. Jeżeli wytrzymałość skorupy formy na wysoką temperaturę jest wysoka i nie jest wymagane odlewanie, uformowaną skorupę po wyjęciu z formy można bezpośrednio przesłać do pieca w celu prażenia. Podczas wypalania stopniowo zwiększaj temperaturę pieca, rozgrzej muszlę do 800-1000°C, trzymaj przez pewien czas w cieple, a następnie zalej.
Casting inwestycyjny, znane również jako odlewanie z wosku traconego, obejmuje procesy takie jak prasowanie wosku, naprawa wosku, formowanie drzew, zanurzanie, topienie wosku, odlewanie stopionego metalu i obróbka końcowa.